地址:成都新都区斑竹园
地址:德阳市广汉市西高镇万柏村
地址:德阳市广汉市西高镇万柏村
欢迎访问成都鑫诚达利金属制品有限公司网站
您有2条未读询盘信息!
请您登录网站后台查看!


 发布时间:
2023-11-13
发布时间:
2023-11-13
 来源:
来源: 粉末涂料开始用于防护和电气缘方面,随着科技的发展,目前已广泛使用于汽车工业、电气绝缘、耐腐蚀化学泵、阀门、汽缸、管道、屋外钢制构件、钢制家具、铸件等表面的涂装。
我国自六十年代开始粉末涂装的实验研究,并在生产上得到应用,发展到目前已广泛得到使用。本期和小编一起来看什么是四川静电粉末喷涂工艺流程。

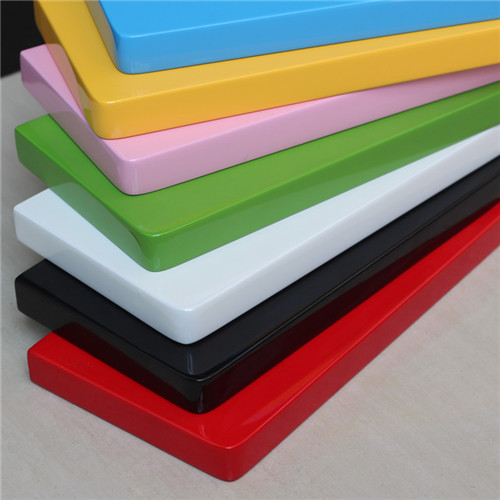
1.什么是静电粉末喷涂
静电粉末喷涂的工作原理是,静电喷枪前端加有高压静电发生器,所产生的高压电晕放电后会在喷枪附近产生电荷,粉末经过喷枪由枪嘴喷出时,构成回路形成带电涂料粒子。在电场作用下,他们会被吸附到ji性相反的工件上去。
工件上附着的粉末越多,电荷就会越多。当达到一定厚度时,由于静电排斥作用,便不再吸附,从而使得整个工件获得一定厚度的粉末涂层。经过高温固化,形成涂膜。
静电粉末喷涂工艺有以下3个突出优点:
①有着优异的涂膜性能。一次涂装可以得到较厚的涂层,而且涂层的耐腐性能很好。
②粉末涂料相对环保。不含溶剂,无三废公害,改善了劳动卫生条件,降低对环境的污染程度。
③经济效益显著。采用粉末静电喷涂等新工艺,生产效率高,另外,粉末利用率高,可回收使用。
2.静电喷涂工艺流程
①表面预处理
表面预处理也称前处理,主要是为了清除工件表面上的氧化物、油污及其它污物,以提高粉末涂层的附着力。
②静电喷涂
使静电喷涂的喷枪或喷盘、喷杯喷出的涂料部分带正电,工件上带负电,在高压电源的高电压作用下,喷枪或喷盘、喷杯的端部与工件之间形成一个静电场。这时,涂料就会被吸附在带负电的工件上。
③固化
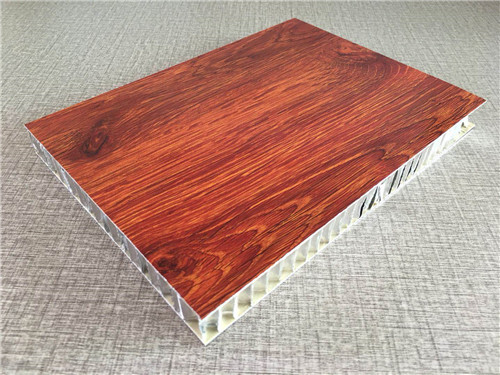
喷涂好的工件在180—200℃高温中烘烤,固化粉末,使熔融的粉末紧密地附着在工件的喷涂表面,形成平整、光滑、光亮的固化防护涂层。
3.静电喷涂注意事项
表面预处理的注意事项
①在进行表面处理后,应在24 h内完成粉末喷涂作业。
②特殊防腐要求的工件,还需要采用化学方法在金属表面生成抗腐蚀层。
③工件上不需要喷涂的位置可以采取遮盖作业等蔽覆保护措施。
静电喷涂注意事项
① 喷枪移动的速度,不宜过快或过慢。喷枪移动太快涂层会稀薄,喷涂效果显得粗拙;喷枪移动太慢,涂膜过厚会产生流挂现象。
② 喷枪对基材表面的方位角度。喷枪对基材表面应保持垂直角度,如果喷枪有歪斜,会造成喷幅带偏向一边,另一边会缺漆、干瘦。
③ 喷枪对基材表面的间距。虹吸式喷枪的间距应该保持在15-20cm,压送式喷枪的间距在20-30cm。间距过近会造成涂料流淌,间距过远会导致干喷、过喷。
固化工艺的注意事项
①保持固化温度和时间的一致性,避免固化温度不统一而造成喷涂工件的色差;
②..固化温度和固化时间充足,以免因温度和时间不够而造成漆膜脱落。
4.常见杂质及解决办法
涂层杂质
常见杂质主要来源于喷粉环境中的颗粒,以及其他各种因素引起的杂质,现概括如下。
①固化炉内杂质。解决方法是用湿布和吸尘器清洁固化炉的内壁,悬挂链和风管缝隙处。如果是黑色大颗粒杂质就需要检查送风管滤网是否有破损处,有则及时更换。
②喷粉室内杂质。主要是灰尘、衣物纤维、设备磨粒和喷粉系统积垢。解决方法是每天开工前使用压缩空气吹扫喷粉系统,用湿布和吸尘器清洁喷粉设备和喷粉室。
③悬挂链杂质。主要是悬挂链挡油板和一次吊具接水盘(材质为热镀锌板)被前处理酸、碱蒸气腐蚀后的产物。解决方法是定期清理这些设施。
④粉末杂质。主要是粉末添加剂过多、颜料分散不均、粉末受挤压造成的粉点等。解决方法是提高粉末质量,改进粉末储运方式。
⑤前处理杂质。主要是磷化渣引起的大颗粒杂质和磷化膜黄锈引起的成片小杂质。解决方法是及时清理磷化槽和喷淋管路内积渣,控制好磷化槽液浓度和比例。⑥水质杂质。主要是前处理所使用的水中含砂量、含盐量过大引起的杂质。解决方法是增加水过滤器,使用纯水作为两级清洗水。
以上就是本期有关四川静电粉末喷涂的工艺流程分享啦,欲知更多详情内容,我们下期再见。
 当前位置:
当前位置:

 热门推荐
热门推荐






 营业执照
营业执照